|
五、控制器操作说明
HMKDZN-500型智能焊接控制器与连接端子板有40线双口扁平电缆连接。焊接机主体的电器装置以及大电流可控硅与连接端子板连接后构成一台完整的智能焊接机。当焊接机通电后本控制器首先提供的是第一套出厂焊接工艺方案,本机能存储七套焊接工艺方案,其中序号为1的焊接方案是一套出厂焊接方案设置,提供用户试验或选用。开机时自动设置为1号
焊接方案,在焊接方案显示窗显示1,能自动识别1号焊接方案其不接受用户修改。序号2到7号为用户焊接方案自设定区,可有用户自由设置和反复修改。并且通过按确认键,自动将用户当前设置保存起来以便以后选用。按方案选择键可逐一改变当前选择,当选定后即可调试或焊接。
当焊接方案选定以后,如果需要读取设置参数或修改设置参数。请按设定键,此时对应参数名的LED会点亮,同时对应参数值会闪亮。当按加+键、减-键则可以修改当前参数值。再按一下设定键,则显示下一参数名和参数值,同前一样可以读取和修改参数值。以此可以逐一读取和修改,可反复循环读取和修改,直至按下确认键则自动存入当前确认参数值。
当焊接方案选定以后,按启动键或脚踏启动开关,智能焊接控制器则按照所选定的焊接方案,循序一一执行焊接程序和机械动作。控制器面板上的功能指示显示会安照设定焊接程序的时序逐一显示。每完成一次焊接程蜂器会予以提示。此时还是在调试状态完成整个时序动作但不作真正的焊接,只有当按下焊接键,待控制器认同设置到焊接状态。点亮焊接状态指示灯后再按启动键或脚踏启动开关,则真正进入焊接。焊接时序请参阅焊接过程示意图。
当按下焊接方式选择键可以步进选择单步、单点、连点焊接。控制器面板上会点亮对应焊接方式的LED,显示当前焊接方式选。
单步 -- 按一下启动键或脚踏启动开关,只完成整个焊接程序中的一个节拍,按一下逐一循序。
单点 -- 按一下启动键或脚踏启动开关,完成一次完整的焊接程序
连点 -- 按一下启动键或脚踏启动开关,则连续一次又一次循环执行所选择的焊接程序,直到按一下停止键才会结束循环焊接。当结束循环后则自动进入单点焊接状态。
8号为智能焊接控制器与焊接机主体匹配的功率因素调整参数,其主要为了使智能焊接控制器与不同类型、不同机构、不同功率的焊接机主体获得最佳匹配而专门设置的。一般一旦匹配调整好以后就不需要再调整的,但如果生产焊接机主体的单位,当选用我们的智能焊接控制器配套时,需要作一次性匹配调整。一般焊接机使用者是不需要调整的,所以修改该参数时需要首先键入该参数的设置密码,否则用户是修改不了的。
9号为显示焊接机累计焊接点数,(只对真正的焊接计数,而调试状态是不计数)此时除焊接方案显示窗显示9,其余显示窗的9位数字连接起来为焊接机累计焊接点数。如果按控制器面板上的计数按键,则显示的是开机当班焊接计数值,此时再按清零键则只能清除当班焊接点数,而不能清除焊接机累计焊接点数值。
六、智能焊接控制器报警保护
智能焊接控制器具备比较完备的自动保护功能,如对可控硅热保护、压力保护、机械位移保护、电压超压和欠压的在线监控。当出现其中任何一种故障,本控制器就停止执行当前工作程序。并且在控制面板上会显示对应的故障原因,同时蜂鸣器报警予以警示。当故障消除后系统自动投入正常运行。
智能焊接控制器的在线监控点,以接受被监控对象的开关量信号为检测点。当在线监控开路状态时为正常,当导通状态时确认为故障。所有需要监控的点都必需连接到智能焊接控制器的连接端子板上的对应端子上。(如果需要以负逻辑作为在线监控,请在订货时注明)
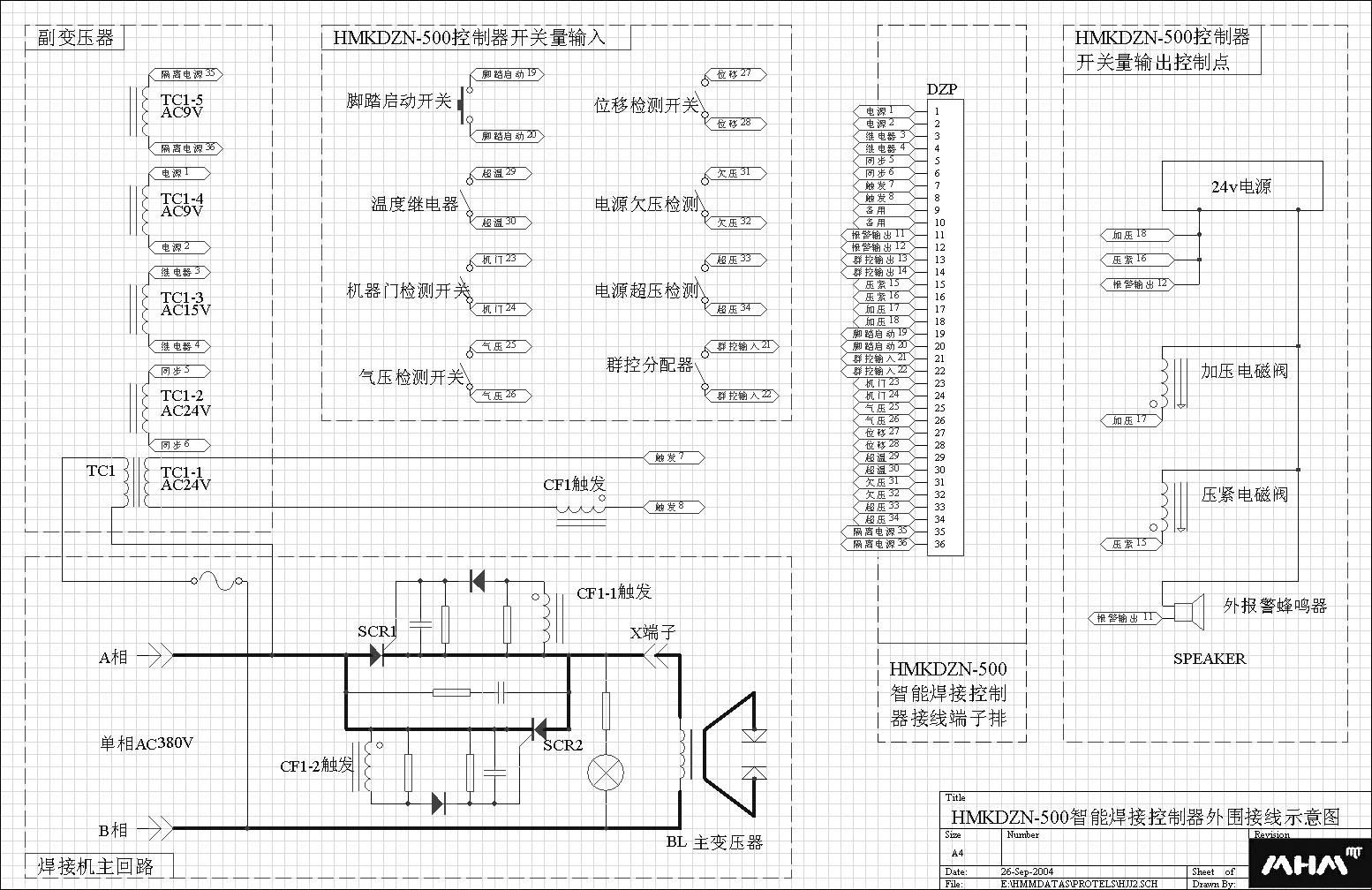
七、控制器连接端子板示意图
HMKDZN - 500 智能焊接控制器连接端子板
智能焊接控制器与智能焊接控制器连接端子板用40线双口扁平电缆连接。控制器的所有输入、输出的连接都通过连接端子板与焊接机连接。以便智能焊接控制器与不同的焊接机连接。
八、焊接过程示意图
焊 接 过 程 示 意 图
上图所示的是描述了一个标准焊接过程示意图,由于每一个时间段的起始值都可以从设置为0。所以当某一时间段设置为0后,则整个焊接过程就会缺省对应0设置的过程段。因此为用户提供了很大的可缩性。
|